
When it comes to three-dimensional printing, the thermoplastic, Acrylonitrile Butadiene Styrene (ABS), is the most commonly used. Then comes PLA (polylactic acid) polymer filaments. So, after many hours of printing with PLA and ABS, you’d think you have seen everything. However, while flexible filaments are an option for printing, the question is, can you 3D print rubber?
Well, the answer is a no as rubber is a very gummy material. But you should be able to 3D print rubber-like materials. However, this still depends on many factors. What you should know is, when it comes to printing flexible filament, the rules of the game change. There are a few things to know before you can make your flexible slippers, 3D printed dress, and other wearables.
The following article will better answer the question of 3D-printing rubber and present some of the flexible polymer options for 3D printing.

No, 3D printing natural rubber is impossible. Natural rubbers are quite gummy in nature and when you mold them and they vulcanize, they become solid and hold their shape. Rubber is, by its very nature, ultra-soft and flexible, and not all extruders are capable of 3D printing it.
However, the good news is you can print flexible materials that feel like rubber.
Some dual extruder 3D printers can print flexible materials that look like rubber, also called TPU-TPE, or Filaflex-NinjaFlex. They however require special precautions in the 3D printing phase.
So it’s your 3D printer that decides if you can print rubber-like materials and sometimes, you can do very little printing it.
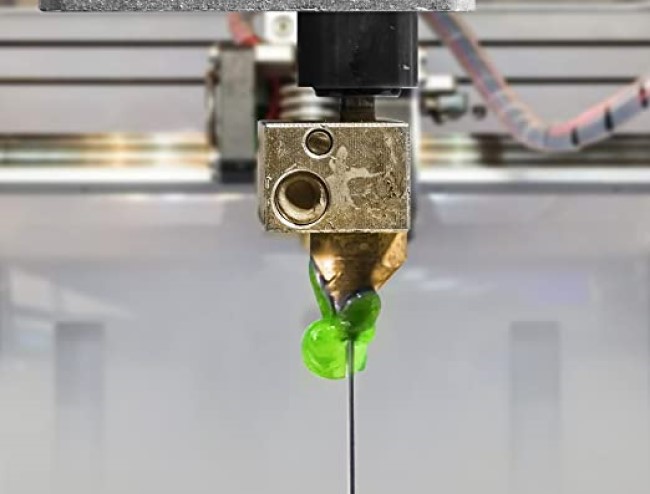
Flexible filaments prefer a very low printing speed between 5 and 30 millimeters per second (mm /sec). It normally sticks very well to the printing plate, even when NOT heated, and you may not need to use lacquer or other “tricks” to get the 3D piece to stick to the plate.
The FilaFlex filament used with a Prusa i3 3D printer, for example, has a printing temperature of around 235-245 ° C, higher than a normal 3D filament with PLA plastic.
Another “trick” is to load the filament when printing starts and not to use the “Load Filament” menu. To do this, you need to set the skirt number (a parameter that you can find in Cura’s “Advanced” options). Change the “Line count” number until the filament comes out of the extruder. Guide the filament with your hand while being attached to the mouth of the filament in the extruder.
If you’re unable to 3D print rubber, you should know that there are other options if you have a project that needs a flexible filament. Let’s take a look at the different rubber types of material, including their detailed physical properties, and the printing technologies with which they are compatible.
Thermoplastic polyurethane (TPU) belongs to the category of thermoplastic elastomers or TPEs. The Shore hardness of TPEs extends over the three scales, which can range from 10 Shore OO up to 72 Shore D. However, in their case, the A scale is the most commonly used. TPU is as flexible as rubber but it depends on the filament material. However, the best TPU filament that is most similar to rubber is the PRILINE TPU-1KG 3D Printer Filament. It can be used for making rubber seal products.
TPU is a multi-use material. As a urethane thermoplastic, it is flexible, resists tearing very well, and offers a good level of detail. The possibilities offered by 3D printing using TPUs make it possible to produce works that would otherwise be more complicated to manufacture using other materials, such as ABS, PLA, or Nylon.
TPUs combine the properties of both plastics and rubbers, resulting in highly durable elastic parts that can be easily compressed or bent. Similar to rigid rubber (the kind used for skateboard wheels), the material can be used in a wide range of applications. TPU is also fairly easy to 3D print. Also, it has good resistance to ultraviolet and hydrolysis.
The Overture TPU Filament is one of the most selected by 3D printers. It’s a 1.75mm flexible TPU roll that can be used with most printers.
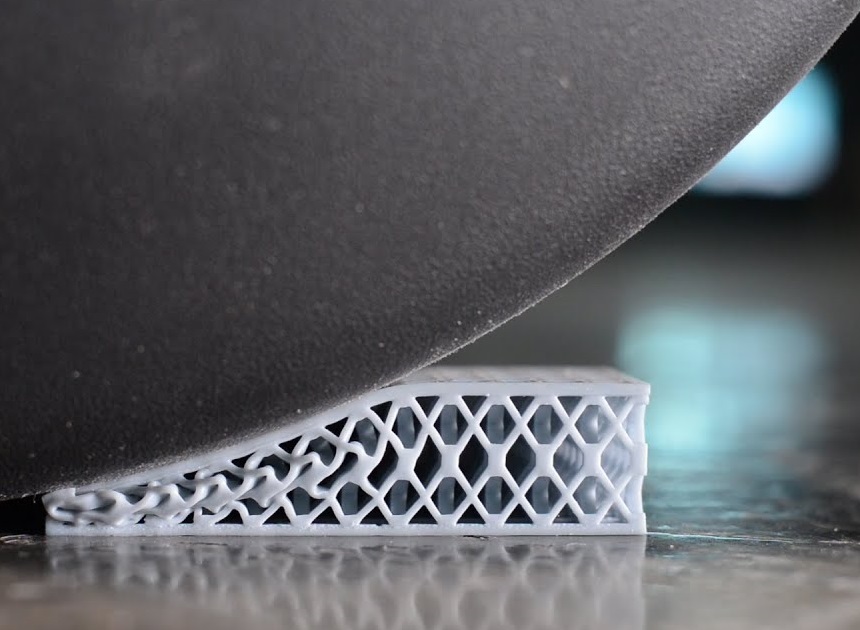
If you need a tough, flexible, and rubbery material, then look no further than TPU/TPE flex. Used in SLS printing, this elastomeric-type TPU has many advantages, among which is: good resilience and high UV stability. Combined with the right structural design, this material can be used to print parts for a variety of applications, from the footwear industry to automobiles.
With a high shock absorption capacity and good resistance to hydrolysis, it offers a smooth and white surface rendering.
TPUs can also be used for DFM 3D printing, but the result is generally of lower quality compared to that obtained through technologies based on powdery material such as selective laser sintering (SLS) or Multi Jet Fushion (MJF) technologies. In addition, the difference in terms of cost is negligible.
Continuous liquid interface production (CLIP) resins correspond to a class of high-quality resins, used in 3D printing by Carbon’s DLS technology. There are 3 types of flexible CLIP resins.
 DLS FPU 50 or flexible polyurethane: FPU 50 is a durable semi-rigid material that is resistant to impacts and abrasions. It is a suitable choice for mechanical parts intended to endure a form of stress repeatedly. Ideal for manufacturing rugged enclosures hinge mechanisms, or friction fit, it is comparable to polypropylene in terms of endurance limit and heat resistance. The FPU 50 is not rubbery or elastic like the EPU 40, but it can print items as thin as 0.25mm.
DLS FPU 50 or flexible polyurethane: FPU 50 is a durable semi-rigid material that is resistant to impacts and abrasions. It is a suitable choice for mechanical parts intended to endure a form of stress repeatedly. Ideal for manufacturing rugged enclosures hinge mechanisms, or friction fit, it is comparable to polypropylene in terms of endurance limit and heat resistance. The FPU 50 is not rubbery or elastic like the EPU 40, but it can print items as thin as 0.25mm. DLS SIL 30 (Silicone): SIL is a copolymer of silicone and urethane, comparable to TPEs sold commercially with a degree of hardness of 35 on the Shore A scale. CLIP technology allows the use in 3D printing of a whole new class of polymers, including chemically complex resins based on polyurethane and cyanate ester. The result is an ever-growing range of materials that meet the usual requirements of engineers.
DLS SIL 30 (Silicone): SIL is a copolymer of silicone and urethane, comparable to TPEs sold commercially with a degree of hardness of 35 on the Shore A scale. CLIP technology allows the use in 3D printing of a whole new class of polymers, including chemically complex resins based on polyurethane and cyanate ester. The result is an ever-growing range of materials that meet the usual requirements of engineers.
When it comes to printing flexible filaments, you have to take into account their strengths but also their weaknesses. In this guide, we will tell you some “tips” on how to best print this material!
Generally, it is always preferable to print slowly but at a steady advance with these materials. This is to avoid the uncontrollability of the elasticity of these materials due to sudden changes in flow and compression of the filament on the melting chamber (causing jams).
Each material and printer then needs its adjustment but in principle, a good starting point can be settled between 25–30 mm/s.
Since TPU is an elastic material, it makes it very sensitive to rapid movements such as retractions. Therefore, for the correct 3D printing of this material, it is essential to correctly configure these settings to limit the movements. Some even go so far as to remove the retractions themselves. You have to start with a few mm of retraction and lower speeds compared to materials such as PLA, PETG, etc.
The coil must be in a “comfortable” position to be extruded. The movement must be very fluid and must not oppose much force otherwise there is a risk that the diameter of the filament is reduced to such an extent as to make the extrusion insufficient. So make sure to “cushion” the reel as much as possible.
These materials are extremely hygroscopic and, if they are wet, they will print very poorly. In addition to keeping them closed in a very dry environment (such as airtight boxes with silica gel), before printing them, you can put them in the oven for 6 hours at just under 140°F to remove all the humidity. The humidity, during printing, creates small bubbles making the extrusion inconsistent.
When working with new material, you have to “play” a bit to find the perfect temperature. Here the same is true, you can start from 428°F and then reached 442.5°F. Each material has its printing temperature.
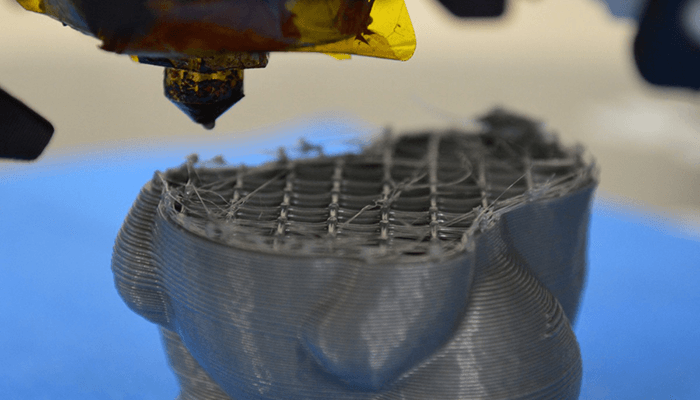
However, if the temperature is too high, you will begin to see the stringing, practically cobwebs. In this case, try to gradually lower it until you have removed most of it.
If, on the other hand, the temperature is too low, it acts more or less like the other materials, i.e., a poor adhesion to the underlying layer causing delamination of the layers.
The video below shows how to successfully 3D print flexible filaments.
Although great advances are still expected, the flexible material is already used in many sectors, although its ideal use is for parts that will have a lot of wear and tear, as well as those that need to withstand blows.
Thanks to its resistance to various chemical compounds, it is in demand in technical and industrial sectors for use in automotive, manufacturing, and even medicine.
Some examples are car panels, power tool parts, sporting goods, transmission belts, medical devices, footwear, industrial molds, phone cases, inflatable rafts, anti-stress toys, and orthopedic insoles.
It’s not advisable to fuse different filament materials even if both have similar melting points. Also, even if you’re using two filaments of the same materials for a single project, do not mix filaments from different brands. The makeup and melting points of the filaments may be different and could end in a disaster.
3D printing rubber is not a possibility. When it comes to printing using flexible or rubber-like materials, 3D printing offers unexpected possibilities, as well as a wide variety of options. There is something for everyone: from the manufacture of mechanical parts to original and innovative amateur projects.
Currently, on the market, there are two main families of flexible polymers for 3D printing: TPUs (for printing by FDM, SLS, or MJF) and CLIP resins (for printing via DLS from Carbon).
TPUs are an inexpensive alternative and should be considered if the cost price of the finished product is an important factor. On the other hand, if your application demands advanced performance and physical properties (such as high tear resistance), then CLIP resins become essential.