
3D printing is rapidly gaining popularity, and it’s not hard to see why. The possibilities of what you can make with the printing materials are endless! In fact, according to CNN Trusted Source The world's first 3D-printed neighborhood is being built in Mexico for families living on $3 a day | CNN Business A giant 3D printer built two houses in an impoverished, rural part of Mexico last week, breaking ground on what will be the first 3D-printed neighborhood in the world. www.cnn.com , the first 3D-printed neighborhood is still under construction.
There’s no doubt that ABS and PLA filaments are the most popular 3D printing materials, but PETG is a close third. It combines all the best aspects of PLA and ABS to create a flexible printing compound, heat resistant, durable, and overall just easy to work with. There’s just one challenge; the unique properties of this material make PETG smoothing a nightmare. What is PETG? What makes it so unique? What are the best methods of smoothing PETG? We’ve compiled a comprehensive guide to PETG smoothing, so keep reading to find out the answers to these questions!
PETG stands for Polyethylene Terephthalate and is a variant of PET that contains glycol modification. PET is one of the most common plastics globally and is available in multiple items, including food containers, clothing fibers, water bottles, etc. It’s highly preferred by manufacturers due to its resistance to extreme cold and hot temperatures, moisture resistance, and high mechanical strength.
The transformation of PET to PETG occurs during the polymerization process when glycol is added to it. This glycol modification makes it less brittle, more flexible, and easy to handle, making it one of the most preferred materials for prosthetic devices, medical and food-grade containers, electronic devices, gift cards, outdoor signage, etc.
When it comes to 3D printing, PETG has proven its worth as an easy-to-use and durable material. It puts together the most impressive characteristics of PLA filament (ease of printing) and ABS filament (mechanical properties of functional parts & rigidity), making it one of the best printing materials. You, however, need to smooth the surface of your object to improve its appearance by reducing the visibility of any deformities and layers lines so that the end product is esthetically pleasing.
Since PETG brings the best of PLA and ABS filaments, it has a couple of qualities that make it stand out from the rest. Here’s a quick overview of the characteristics of this printing material.
One of the downsides of printing with ABS is that it’s highly complex to print with. Since PETG undergoes minimal shrinkage after cooling down, warping is usually not challenging. These printing materials also have great layer adhesion, and this results in prints that are highly durable. This quality also makes it easy for the first layer of the filament to stick to the print bed. In fact, due to these adhesive qualities, it’s considered as one of the worst materials for creating support structures since removing them is pretty challenging.
This is undoubtedly one of the elements where PETG is better than PLA and ABS. The glycol addition to the PET polymer makes PETG highly flexible and gives it the ability to absorb sustained pressure or sudden impacts efficiently. This characteristic is only available in this printing material. When it comes to durability, ABS is better but only slightly. This is because even though PETG produces very strong prints, its scratch-resistance properties don’t quite match up to ABS.
If you frequently print with ABS, then you know how much of a noxious odor it gives off. This is one of the most undesirable qualities of ABS printing, and PETG is an easy and effective solution.

The printing temperature of PETG is 230 °C. This is slightly lower than that of ABS but way higher compared to PLA, which is why PETG is preferred when it comes to printing objects that might be exposed to heat. In fact, this quality, combined with a high heat resistance, is one of the reasons why PETG is used in manufacturing medical devices that require autoclaving.
When glycol is added to PET, it turns PETG into a polymer that doesn’t crystallize. This ensures that PETG doesn’t become brittle even when it’s expensed to high temperatures, which is why it’s used in home fixtures and outdoor signages.
The chemical resistance of PETG is one of its most desirable properties. This polymer has chains that are characterized by double bonds and ring structures which makes it impervious to breaking down even after being exposed to acidic or alkaline products, including solvents. This chemical resistance is, however, the main reason why it’s difficult to smooth PETG prints.
Ironically, the elements that make PETG a great print material are also why smoothing it is a bit challenging. For instance, since it’s highly flexible and not brittle, you can’t sand down the surface of our print object as you would with PLA print material. PETGs chemical resistance also means that you can’t use chemical solvents to smooth it effectively. Here are 4 main effective ways of smoothing PETG.
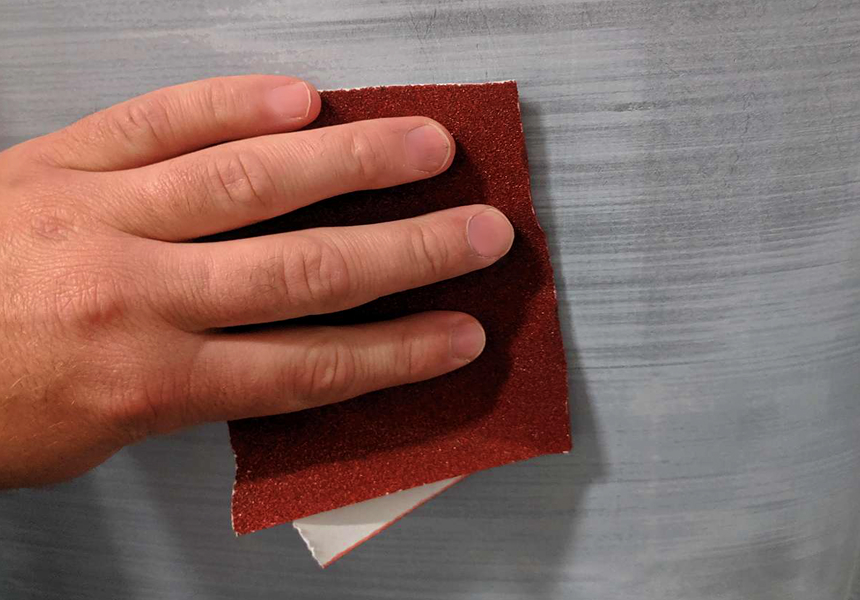
Even though it’s considerably more difficult to sand down PETG prints compared to PLA prints, this is still a viable option. The good news is that you’ll use an almost similar sanding technique compared to PLA prints, even though it will be more time-consuming.
We recommend that you get sandpaper with varying grit sizes. If you’re unsure of the best brand to buy, based on popular reviews, the 3M Wetordry Sandpaper is a great option. Its grit number is 400, and it comes with 5 sheets per pack. It’s also waterproof and is made from a Silicon carbide abrasive which is sharp and sands quickly and smoothly. Start by identifying the most visible layer lines in your final print and use the sandpaper with the coarsest grit size to sand it. For this process, you could use 200-grit paper. Once these layer lines are sanded down and you’re satisfied with the results, you can refine the final print by using sandpaper with higher grit sizes. For the best results, use a sequence going up from 400 up to 3000 grit sizes.
One of the mistakes most people make is failing to stick to a circular motion when they’re sending their final pint. This results in visible lines caused by a directional bias which ultimately ruins the final look of your object. If you’d like to accelerate this process, you could also use a wet sanding technique. This is where you use sandpaper that’s slightly wet to sand down your surface. The wetness mobilizes most of the loose materials away from the outer surface of the print. Please note that for the wet sanding process, you’ll need waterproof sandpaper.
There’s only so much that smoothing PETG print materials with sandpaper can do. While sanding helps to remove the most visible layer lines, it doesn’t eliminate the microscopic ones. The only way you can achieve a beautiful smooth finish is by using an effective polishing compound. We recommend that you use a wax-based solid finishing compound or a 3D One Polishing Finishing Compound.
For this process, you’ll need a soft cotton cloth and your preferred compound. Apply the compound on the cloth and then use a firm but circular motion to rub it onto the print. This will help fill the gaps on the surface, after which you’re supposed to buff the surface of the print object. Ensure you buff using a cotton cloth that hasn’t come into contact with the polishing compound. Once you’re done, you’ll immediately notice the improvement in the final print material. If you’re not satisfied with the results, repeat the above process until the improvement is apparent. If you are patient enough, you can even achieve a mirror finish by simply combining sanding and polishing.
As you polish your print material, don’t forget to wear protective gear, including safety goggles. According to most reviews, the Supermore Anti-Fog Protective Safety Goggles. They are resistant to high impact & chemical splashes and also come with an anti-fog coating. They also have UV blocking features, have soft and bendable frames, and are made with a polycarbonate lens.
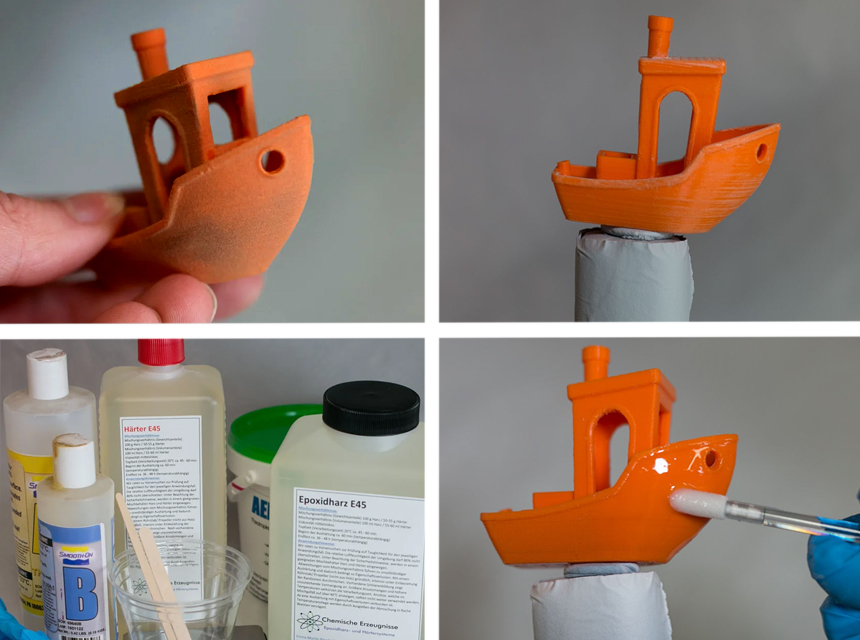
Coating your print material is an effective way of smoothing its surface and hiding any deformities it might have. The good news is that when it comes to coating, you can use the same products you use ABS and PLA, including the epoxy resin. Go for an epoxy material that will flow smoothly over your object and won’t it with brush strokes. Most epoxy materials leave your print item with a glossy finish eliminating the need to keep sanding once you’re done. The process of coating is highly dependent on the epoxy you choose, but generally, you first prepare the epoxy mix and use a small brush to carefully apply it to your object. Before you start coating, make sure you have sanded down your object.
Since PETG is heat resistant, this process is highly energy-intensive. You need to use a heat gun with precise temperature controls because the melting point of PETG and the recommended heating temperatures are very close. This means that if you make any errors in temperature settings, you could easily damage your print. Keep in mind that the main aim is to melt the layer of material that’s on the surface of your print. However, since this layer is extremely thin, it requires proper execution to ensure you’re able to fill the gaps in between the layer lines. If you heat your print excessively, it will end up with a wavy finish which will distort the main features.
To get an amazing finish, maintain a smooth and continuous motion with your heat gun. If this is your first heat treatment, we advise that you maintain the temperatures at an average of 240 °C. This will slow down the smoothing process, but it will also prevent you from damaging your print.
Yes. Even though traditional acetone solvents aren’t as effective, there are a number of chemicals that can help you achieve a smooth finish on your PETG prints. Unfortunately, most of these compounds are highly dangerous, and you’ll need special permission to buy them. Even when you get a hold of them, you’ll need proper protection to avoid harming yourself.
One of the most effective chemical alternatives is Ethyl acetate, but it doesn’t work on all PETG print varieties. Methyl ethyl ketone (MEK), cyclohexanone, toluene, and Dichloromethane are all effective, but they can only be used by experts.
Removing the structures from a PETG print is challenging and can mainly be done by cutting them off with a scalpel. Due to the durability of this element, it’s very hard, so you must be careful when cutting because if you slip, you could not only ruin your print but also injure yourself. You’ll notice some minor irregularities when you cut off the support structures, but these can be removed or concealed.
To achieve a smooth finish, you can apply an epoxy coating to your object. This will create a polished look that doesn’t require more sanding down. Other methods of finishing include sanding or priming and melting the irregularities.
The use cases of 3D printing are advancing, and currently, according to the BBC Trusted Source 3D printing used in 'successful' ankle replacement surgery Surgeons have used 3D printing to successfully carry out an ankle replacement operation on an 82-year-old patient. www.bbc.co.uk , more hospitals are adopting its use in ankle replacement surgery. PETG is a highly durable print material, is flexible, has a high melting point, and isn’t brittle. This is why it’s a popular material in medical equipment that needs to be autoclaved and food-grade plastics. The only challenge associated with using this print material is that it’s difficult to smooth. The 4 main techniques of PETG Smoothing include sanding, coating, polishing, and heat treatment. While you could also use chemical solvents, most of them are dangerous and can only be used by experts,










